射出成形は、溶融した樹脂を高圧で金型内に充填し、冷却・固化させて製品形状を得る成形法です。
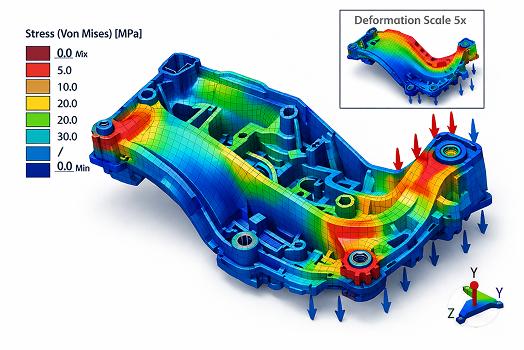
この工程では、金型仕様(ゲート・ランナー・冷却系・離型設計等)や成形条件の設計精度が十分でない場合、以下のような品質・生産性の問題が顕在化します。
- 寸法ばらつき、反り(変形)の発生
- バリ、ヒケ、ウェルドラインの顕在化
- 成形サイクルのばらつき、サイクルタイムの増大
その結果、材料特性や製品設計が優れていても、量産における安定品質の確保が困難になります。
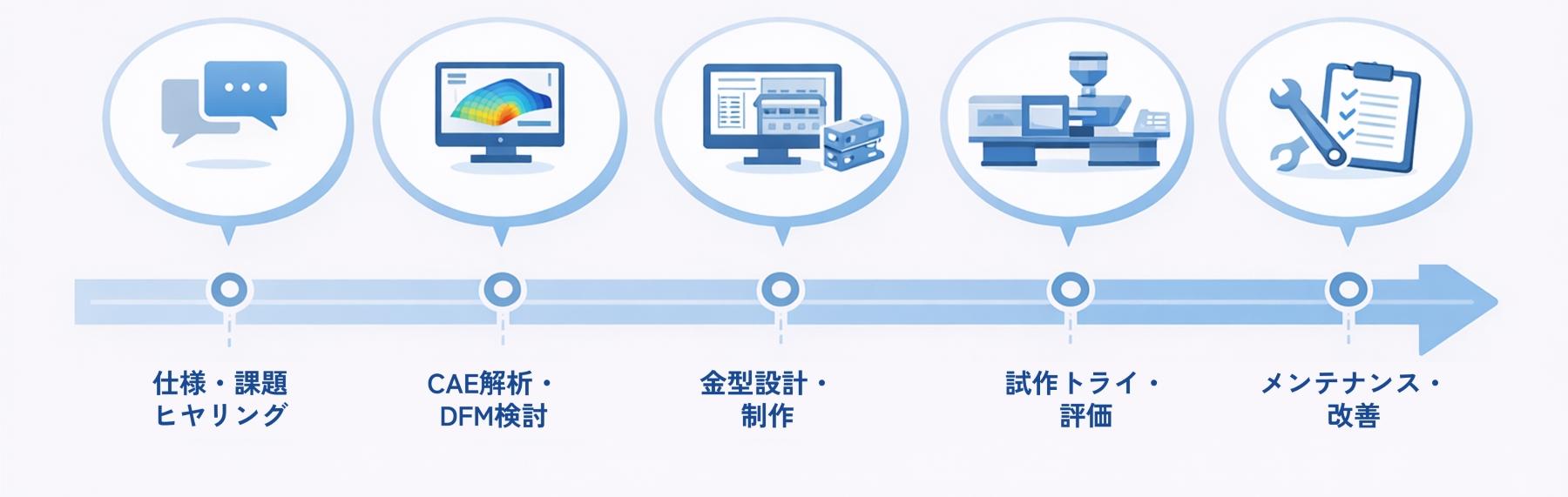
スターライトは「材料・設計・生産」を一体で最適化する立場から、樹脂特性を踏まえた成形条件の設定と、それを前提とした金型構造設計を両輪で実施しています。
樹脂材料は種類により、流動挙動、固化挙動、熱収縮特性が大きく異なります。
これらの差異を前提に、ゲート位置、ランナー構造、冷却回路、抜き勾配、パーティングライン等を総合的に設計し、単発の試作適合ではなく、量産工程において精度・品質を維持し続ける金型の実現を目指します。