Mold Engineering for Reliable Mass Production
At STARLITE, mold design is developed in close linkage with our materials, design, and tribology technologies. Using CAE-based injection molding simulation, together with rigorous production-floor engineering—prototyping, evaluation, process-condition optimisation, and preventive maintenance—we have delivered mass production of resin components across a wide range of industries, including automotive, office equipment, and industrial robotics.
This feature explains how STARLITE’s mold technology supports the mass production of high-precision resin components, outlining the underlying design philosophy and the concrete initiatives across each manufacturing process step.
Table of Contents
Why mold technology is the critical enabler
If the design accuracy of the mold specification (gate/runner layout, cooling system, ejection and release design, etc.) and processing conditions is insufficient, quality and productivity issues typically arise, such as:
- Dimensional variation and warpage (deformation)
- Flash, sink marks, and visible weld lines
- Cycle-to-cycle variation and increased cycle time
Glossary
- Flash:
- A thin fin-like protrusion formed when molten resin escapes from the mold parting surface or other gaps.
- Sink marks:
- Surface depressions caused when shrinkage cannot be fully compensated—often due to wall-thickness differences.
- Weld line:
- A line-shaped mark formed where two melt fronts meet; it can affect appearance and mechanical strength.
- Draft angle:
- A taper applied to enable smooth part ejection from the mold.
- Parting line:
- The split line/surface where the mold halves meet.
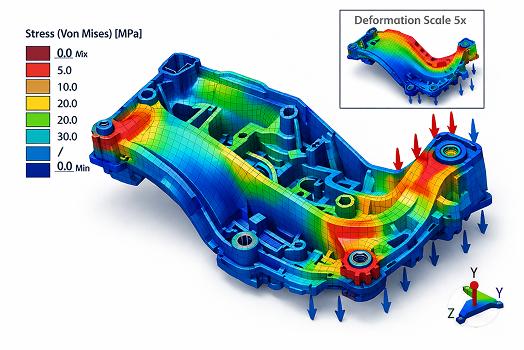
“Anticipatory” mold design that integrates CAE and accumulated know-how
- Likely weld-line locations
- Areas with a high risk of sink marks and warpage
- The validity of gate dimensions and cooling-circuit design
Glossary
- Residual stress:
- Stress that remains locked inside the molded part after processing. It can contribute to warpage, cracking, and dimensional change.
- Undercut:
- A feature that cannot be released in the straight pull direction of the mold; it typically requires mechanisms such as slides/lifters.
- Trial molding (tryout):
- Pre-production trial runs to establish processing conditions and verify the mold, including process setting and mold adjustment/tuning.
Co-creating the optimum solution—starting from the mold
Based on the requirements embedded in the drawings and the part’s operating conditions, we integrate and optimise the material, component geometry,mold structure, and molding conditions, and translate them into specifications suitable for series production.
For this reason, we engage from the early development stage and proceed through the following steps.
Where concerns exist, we clarify the phenomenon and occurrence conditions to establish a solid baseline for the study.
From a DFM perspective, we optimise geometry, gating, and the cooling concept, translating findings into specifications suitable for series production.
We proceed through machining, assembly, and accuracy verification to build molds capable of both prototyping and sustained production.
4) Trial molding & evaluation
We establish maintenance intervals based on shot count and manage time-dependent factors such as deposits and wear to stabilise quality.
Production data is fed back into design and CAE to continuously improve repeatability and predictive accuracy.
Mold technology enabled by cross-functional collaboration
In joint development with customers such as automotive OEMs, we review not only drawings but also the actual product/vehicle to align styling requirements with moldability. We also work through iterative optimization by visiting both the customer’s plant and our molding sites, using measured trial data (appearance, dimensions, warpage, etc.) to reconcile improvement actions across design, processing conditions, and mold structure.
Mold quality can only be assured by integrating multiple areas of expertise—materials, design, machining, molding, and quality assurance. For this reason, STARLITE places strong emphasis on dialogue and alignment with internal and external partners, incorporating continuous feedback at each development stage to drive build quality and robustness.


Scope of STARLITE’s Mold Engineering Capabilities
- Gears: helical gears, worm gears, bevel gears, etc.
- Automotive connectors and functional/mechanism components
- Insert molding: both automated and manual operations
- Special tooling: hot runner molds, unscrewing mechanisms, orientation/flow-control molds, etc.

Mold Maintenance Framework to Sustain Start-up Performance
At STARLITE, we define proprietary maintenance intervals based on shot count, tailored to the mold design and the characteristics of the molding material. Our maintenance operation combines:
- Routine inspections and light maintenance (deposit removal; cleaning around vents and degassing areas, etc.)
- Planned maintenance / overhaul (disassembly, polishing, replacement of wear components, etc.)
This approach sustains mold life relative to the target shot count while achieving long-term stabilization of molded-part quality. A mold is not “finished” at the time of fabrication; under series-production conditions, it is essential to manage time-dependent changes and continuously maintain start-up performance—appearance, dimensions, and process stability. STARLITE’s strength is that we design and manage molds with this maintenance-and-operation perspective built in.
Glossary
- Deposit:
- A buildup formed when outgassed components and additives condense and adhere to surfaces.
- Vent / degassing:
- Mold features that allow air and gas to escape from the cavity; critical for defect prevention.
- Shot count:
- The number of molding cycles; used as a baseline for maintenance intervals and mold life management.


STARLITE’s Engineering Process for High-Complexity Mold Programs
- Thick-wall parts far beyond standard guidelines (e.g., 20× or more)
→ Requires a balanced design considering shrinkage behaviour, non-uniform cooling, and internal (residual) stress.
- Complex geometries with multiple undercuts
→ Structural design must address feasibility, durability, and maintainability of mechanisms such as slides and rotary/unscrewing actions.
- Suppression of parting lines and weld lines on cosmetic parts
→ Requires an integrated approach based on gate location, parting-surface design, and pull-direction alignment.
- Ultra-precision molding with super engineering plastics (e.g., PEEK, PPS)
→ Requires both mold rigidity under high temperature/high pressure and dimensional stability.
- Conduct detailed requirement capture covering product concept, application, target performance, and operating conditions.
- Propose redesign options—geometry and specifications—improving feasibility from the standpoint of material behaviour, component geometry, and processing conditions.
- Before finalising the mold structure and gating concept, use CAE and prototype evaluation to identify key risks and critical control areas.
- Feed series-production trial results back into the mold and processing conditions, iterating necessary fine adjustments to finalise the production specification.
Glossary
- Undercut:
- A feature that creates an interference in the mold pull direction, preventing straight ejection.
- Parting line:
- A linear boundary on the molded part originating from the mold’s parting surface.
- uper engineering plastics:
- A class of high-performance engineering plastics with properties such as high heat resistance and high strength.
- Production-representative trial molding:
- Trial runs and process-window setting performed under conditions representative of series production.
Partner with us on mold-first resin component design.
The performance, cosmetic quality, cost, and production efficiency of resin components are highly dependent on the maturity of mold design and maintenance/operation.
- Functional components requiring high precision and high durability
- Exterior components requiring both cosmetic quality and series-production capability
- New development programs using super engineering plastics
From translating application requirements into production-ready specifications through to production ramp-up, we work with you to define the optimum conditions based on application, operating, and production constraints.