スターライトの金型技術者には、他社では対応困難と判断された案件のご相談が寄せられることがあります。代表的なテーマは以下のとおりです。
・一般的な樹脂設計では難しい厚肉製品:
収縮挙動、冷却不均一、内部応力(残留応力)を踏まえた、総合的なバランス設計が必要となります。
・アンダーカットが多い複雑形状:スライド機構や回転抜き(ねじ抜き)機構などを採用する場合、量産で安定して成形・組立できることを前提に、耐久性・保全性まで含めた構造設計が重要です。
・PEEK・PPS等のスーパーエンプラによる超精密成形:
高温・高圧条件下における金型剛性の確保と、寸法安定性の両立が重要となります。
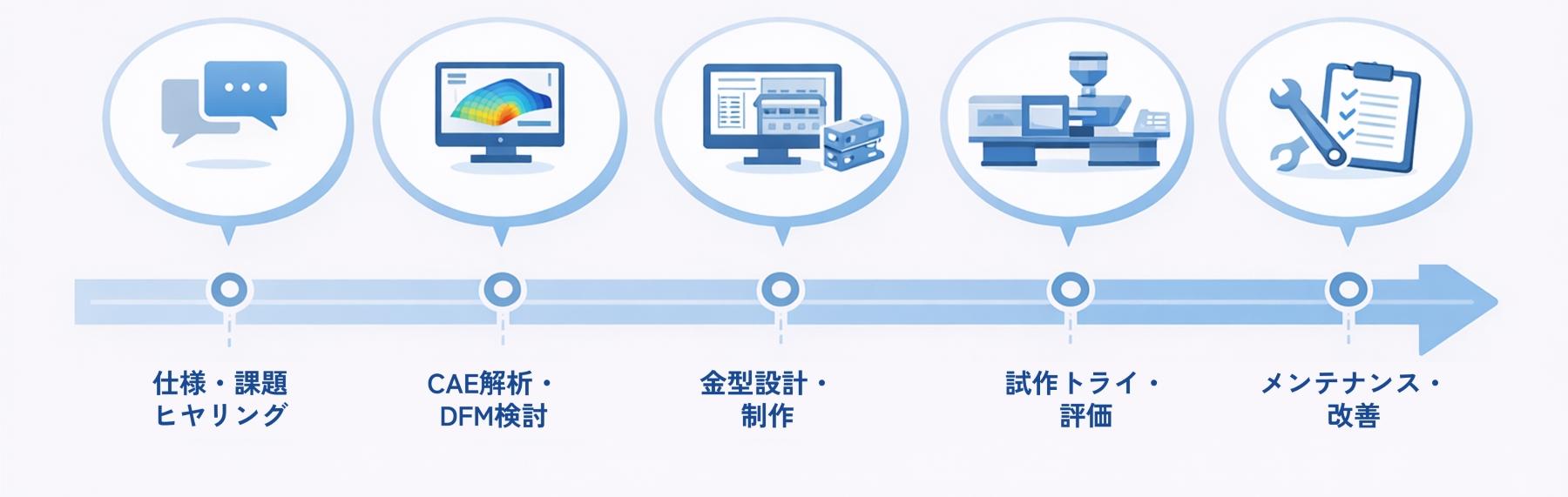
これらの案件では、単に「図面どおりの金型」を製作するのではなく、以下のプロセスにより、
量産適用を見据え、試作〜評価〜量産の各段階で、成形・組立の安定性と品質の確からしさを段階的に高めていきます。
- 製品構想、用途、要求性能、使用条件を詳細にヒアリング
- 材料×形状×成形条件を最適化し、狙いどおりの機能を再現/仕様への再設計案を提示
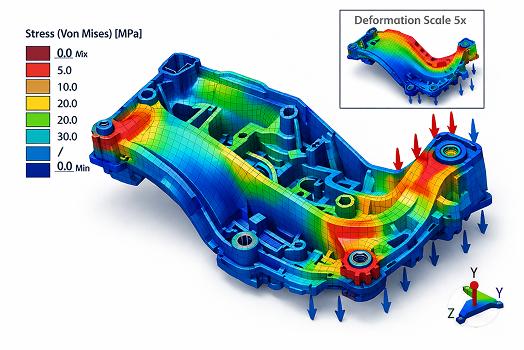
- 金型構造・ゲート方式の決定前に、CAE解析および試作評価によりリスク要因・重点管理箇所を抽出
- 量産トライ結果を金型・条件へフィードバックし、必要な微修正を反復して最終仕様を確定